
WGH4控制器
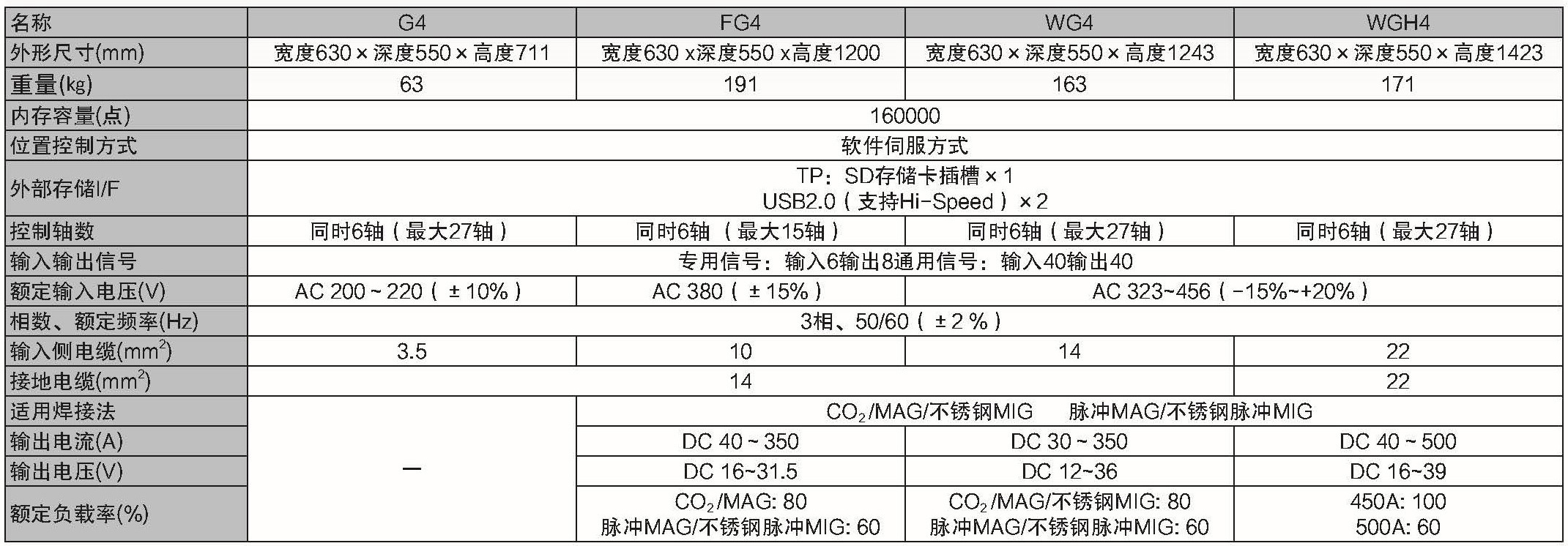
名称:WGH4
用途:弧焊专用
构成:控制器内置焊接电源
额定焊接电流:450A
适用焊接方法:
内置焊接电源,适合的焊接方法:
CO2/MAG/MIG
脉冲MAG/脉冲MIG
用途:弧焊专用
构成:控制器内置焊接电源
额定焊接电流:450A
适用焊接方法:
内置焊接电源,适合的焊接方法:
CO2/MAG/MIG
脉冲MAG/脉冲MIG
高性能焊接电源融合型机器人。
可以自由选择/切换焊接工法。
Active焊接工法向大电流区域扩展。
>综合性能升级
- /CPU性能大幅提升,开机仅需30秒。
- /可存储40000个示教点,通过扩展可增加到800000个示教点。
>运动性能全面提升
- /全新算法生成动作轨迹逻辑,改善加减速控制,提高响应速度。
- /机器人本体的每轴最高速度较以往机型提升最大27% 。
- /通过改善动作指令轨迹,实现动作轨迹精度的提高。
>维护保养方便
- /转架结构能有效节省空间并易于维护。
- /所有连接电缆两端均采用快速插头,安装维护方便快捷。
>多机构管理功能
- /通过对机器人控制的外部设备进行机构分组管理,降低示教编程难度,避免工作的误动作。
- /机器人可以控制7组机构。
>多特性设定存储功能
- /机器人可同时存储5种特性的设定,方便按照需要连接不同的焊接特性使用。
>网络通信功能
- /采用新的物联网行业标准通信I/F,提高与外部机器的连接性。
/采用开放式接口OPC UA与外部通信,可以灵活地与PLC和第三方MES系统等连接。
/通过活用网络,可及时更新最新软件和焊接数据表
/能够从远程进行TP操作、数据表能够通过物联网进行更新。
>支持各种现场总线(选配)
- /DeviceNet
- /CC-Link
- /PROFIBUS
- /PROFINET
- /ControlNet
- /EtherNet/IP
>安全功能提升
- /对应功能安全的国际规格IEC61508以及ISO13849。
/软件监视对应CIP Safety,能够将安全信号用通信信号进行交互。
/通过逻辑简单化 更容易导入安全设备。
>操作更加人性化
- /采用搭配了触摸屏的新示教器屏幕,戴手套也可使用。
/一次侧输入线和连接电缆位于背面,示教器电缆配线位于前面,节省有效空间。
>外部轴协调及双协调功能(选配)
- /机器人与外部轴协调。
- /2台机器人协调(实现松下专利技术:双机器人双丝焊接)。
- /2台机器人同时和一个外部轴协调。
- /3台机器人协调(1台搬运+2 台弧焊)。
- /确保最佳焊接姿势。
- /系统设定简单易行。
- /减少示教点数,方便编程。
- /容易设定焊接速度,保障焊接品质。

> 支持触屏,可以用手套接触操作。
> 菜单式结构,方便各种功能的示教操作。
> 采用7英寸宽屏TFT彩色液晶显示器,工业级防护设计。
> USB/SD接口,方便数据存取,可扩展应用。
> 搭载3D引擎,画面精细、直观。

> 搭载文字放大功能提高视觉识别性。
> 快速启动(飞行引弧)
- 在到达焊接开始点或结束点之前执行焊接开始或结束处理的功能。可用于缩短节拍时间。

> 焊丝回抽功能
- 通过简单的操作、设定,在空走动作中自动反向送丝,确保在下一个焊接开始点良好的起弧。

> 粘丝自动解除功能
- CO2/MAG焊接时,焊接结束时检测焊丝的粘丝,再次打开电弧,熔断焊丝。

> 引弧重试功能
- 焊接开始起弧失败时,不会报错停机,而是再次自动引弧。

> 提升起弧收弧功能
- 焊接起始结束处的质量提高和高速处理。
- 在焊接起始和结束处,配合焊接波形控制、送丝控制,机器人对焊枪进行高速提升处理。

> 碰撞检测功能
- 检测到碰撞,瞬间停止动作。之后机器人转为柔性状态。可缓解碰撞冲击,将机器人损伤最小化。
> 平移+RT轴旋转移位功能
- 通过移位功能,可以缩短同一工件的示教时间。

> 焊枪角度显示功能(示教器)
- 在画面上显示焊枪姿势角度,通过数值示教,缩短了示教时间,确保焊缝均匀一致。

> 搭载焊接导航系统(选配)
- 搭载焊接导航系统,轻松设置焊接条件。
- 用示教器简单地确认、设定焊接条件。
- 搭载了根据多年经验积累的丰富的“焊接条件数据库”。

> 焊接数据管理功能(选配)
- 帮助企业实现更好的生产及品质管理。
- /焊接质量监控
- 焊接质量监控条件最多可设定50个,监控焊接电流、焊接电压、焊丝进给量等,准确捕捉微细的焊接异常,向外部发出警告。

- /焊接数据记录
- 以10μsec频率进行采样、高精度的监控。能够记录焊接电流、焊接电压、短路次数等数据。焊接数据存储在日志文件中,可以以图表方式显示在示教器上或保存到SD卡中,可以作为生产、品质管理的基础数据,也可以用于以后的品质追溯。

> 构建更高级的焊接系统(选配)
- /自动干伸长控制(恒弧长控制)
- 有效地应对异形工件的示教误差和热变形的影响。检测出干伸长的变化,机器人自动追随。通过软件追加功能,无需额外的硬件。

- /摆动同步低脉冲功能(包括螺旋摆动)
- “焊接输出”“焊丝进给”“摆动动作”三要素完全同步。
通过螺旋动作使A/B条件交替变化,厚板侧高输出,薄板侧低输出焊接,对板厚不同的焊接发挥威力。

- /机器人间协调
- 可通过3台机器人(2台电弧焊接机器人+1台操作机器人)进行协调控制。
TAWERS机器人内置多种焊接工法,可实现多种材料的高品质焊接。
>SP-MAG焊接工法
- SP-MAG焊接功能是松下公司开发的针对薄板焊接,在混合气体氛围下的超低飞溅焊接功能。
>MTS-CO2焊接工法
- MTS-CO2焊接功能是松下公司专门针对CO2保护气体焊接开发的低飞溅焊接功能,主要面向碳钢薄板焊接。
>HD-Pulse焊接工法(松下技术)
- HD-Pulse焊接功能是松下焊接的专利技术,通过以脉冲一DIP(短路过渡)的方法,实现中高电流域碳钢的低飞溅高速焊接。
>Normal-Pulse焊接工法
- Normal-Pulse采用一脉冲一熔滴的过渡方式,主要针对于高电流域碳钢的低飞溅焊接以及不锈钢的焊接。
>STITCH鱼鳞纹焊接工法
- 该功能包括Stitch Weave(用于碳钢鱼鳞纹断续焊)和Stitch Move(用于碳钢间隙焊接)两种焊接工法。
>螺旋摆动功能
- 该功能是实现铝合金产品鱼鳞纹焊道的功能,通过机器人螺旋摆动焊枪同时输出A/B条件,并配合脉冲送丝,实现鱼鳞状的美观焊道。
>摆动同步低脉冲功能
- 该功能是用于板厚不同的两块铝合金板的焊接。
>TAWERS镀锌板焊接功能——Zi-Pulse工法
- 它采用普通实芯焊丝,MAG气体(90%Ar-10%CO2),采用HD-Pulse脉冲焊接工法,最适合45~60目锌层厚度的镀锌板焊接。
>可根据需求开发升级焊接工法

说明书下载→
样本下载→



