
新能源汽车焊接解决方案
随着环境污染的问题日益加剧,汽车轻量化所能带来的节能降耗效果已日益深入人心,在汽车轻量化领域,铝合金的应用日益广泛,尤其是铝合金型材,由于开发周期短,模具费用低,结构可以任意变化,越来越受到汽车行业的重视。



(图片来源网络,涉及侵权请联系删除)
目前在铝合金焊接领域,松下凭借优异的产品性能及强大的技术支持能力,在新能源汽车、专用车辆、轨道交通、建筑模板、共享单车等行业有着广泛的应用。
新能源汽车结构

(图片来源网络,涉及侵权请联系删除)
焊接工艺
在新能源行业,目前铝合金车身上所用材料以6系、5系铝合金为主,基本为型材与少量铝合金铸件。
连接方式:焊接+铆接
材料厚度:车身骨架2~4mm;
车身蒙皮1.2~1.5mm
工艺分析:汽车的骨架部分焊接强度要求较高,多为对接、搭接或角接等形式,对熔深及缺陷有较高要求,焊后需对工件进行抽样检测;蒙皮部分多为搭接形式,10~20mm的短焊缝居多,不承载载荷及冲击力。
下面分位置介绍下针对不同工件松下焊接解决方案:
解决方案
前副车架(型材+型材)

母材:6系铝镁硅合金
板厚:2~4mm
接头形式:角接、对接
焊丝直径:1.2mm
保护气体:99.99%Ar
焊接工艺:脉冲MIG
焊接设备:YD-500GP5


防撞梁(型材+型材)

板厚:2~4mm
接头形式:角接
焊丝直径:1.2mm
保护气体:99.99%Ar
焊接工艺:脉冲MIG
焊接设备:YD-500GP5+机器人

车身分总成(型材焊接)

汽车整体骨架基本采用6系铝合金型材,前舱、后地板、侧围等等焊接形式基本相近。
机器人焊接电动大巴电池包




母材:6系铝镁硅合金
板厚:2.5~5mm
接头形式:角接、搭接
焊丝直径:1.2mm
保护气体:99.99%Ar
焊接工法:双脉冲
焊接设备:Active TAWERS
相关力学性能试验
对新能源汽车常用材料做相关的力学性能试验,测量其焊后抗拉强度及弯曲性能。两种材料焊缝的拉伸及弯曲力学性能均符合国家标准。



相关设备
350GP5/500GP5
全数字控制脉冲MIG/MAG焊机

铝MIG焊接的高级机型
-
短弧过渡,大熔深性能
-
实现瞬时、稳定起弧
-
新型送丝系统
-
为铝焊接优化的多种焊接模式
-
可扩展碳钢、不锈钢、铜合金等焊接功能
全数字控制交、直流TIG焊机

YC-300BP
更简单、高速、美观。
→ 铝合金5052
-
使铝焊接功能得以提升
-
操作简单明了
-
可在50Hz~400Hz范围内有选择地对交流输出频率进行控制
-
控制精度更高

高性价比的铝合金机器人焊接解决方案

1、品牌优势:机器人、焊枪、电源为松下品牌,数字通讯,维修培训便捷。
2、良好的送丝性能为高速焊接保驾护航。


←送丝助力
推拉丝焊枪↓

智能融合型焊接机器人


采用水冷伺服拉丝焊枪,配合专用软件,将AWP工法应用于铝MIG焊接。
焊道成型良好,媲美TIG焊缝。
-
超薄铝板高速焊接
-
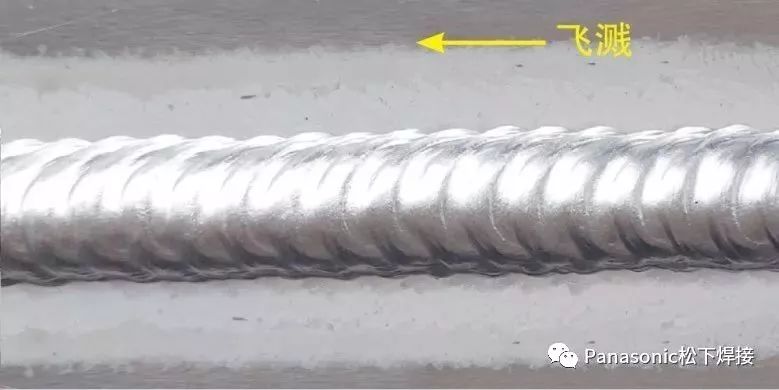
减少焊接飞溅和氧化物
-
超级脉冲工法,媲美TIG焊缝
随着双积分等政策的推出,新能源汽车势必会成为汽车工业未来发展的方向,而焊接在整个生产过程中起到一个举足轻重的地位,松下会继续努力研究铝焊接工艺和打造铝焊接设备,助力新能源发展,助力环保事业。

